






מחרטת CNC ציר כפול מסדרת 208






תצורת המוצר
מָבוֹא
צָרִיחַDesignPביצועים
המבנה המשולב של ציר ה-Y החיובי הוא קשיח מאוד, בעל ביצועים טובים יותר מאשר ציר ה-Y האינטרפולציה.
· עיבוד קווי מתאר מטוס חלק וחלק יותר
· קל יותר לעבד משטחים מעוקלים מורכבים וקווי מתאר
בהשוואה ל"אינטרפולציה Y", ל"Y חיובי" יש יתרונות ברורים בכרסום מישור. תנועת ציר ה-Y ה"חיובית" מאונכת לציר ה-X והיא תנועה חד-צירית. תנועת ציר ה-Y של "אינטרפולציה Y" היא אינטרפולציה של קו ישר דרך התנועה הבו-זמנית של ציר ה-X וציר ה-Y. בהשוואה ל-"Y חיובי" לשטיחות של מישור הכרסום, עיבוד ציר ה-"Y חיובי" ברור וחלק.
יָשִׁירDלִבקוֹעַSאינכרוניEחשמליSפינדל
קשיחות גבוהה, מומנט גבוה, יעילות גבוהה יותר, גימור טוב יותר, אינדקס מדויק יותר.
כל חלקי המכונה העיקריים עשויים מברזל יצוק HT300 בעל יכולת בלימת זעזועים חזקה במיוחד.
תכונות של מכונות עם צירים חשמליים הנעה ישירה
●דיוק מיקום מקודד מצטבר של טבעת מגנטית (סינוס וקוסינוס): 20 שניות קשת,
דיוק אינדקס ציר C: 40 שניות קשת
●מהירות תגובה מהירה של התחלה-עצירה, חיסכון בזמן כלי מכונה ושיפור יעיל של כושר הייצור
● עומס חיתוך קטן, חיסכון באנרגיה וחיסכון בחשמל, הגנה טובה יותר על כלי מכונות וחיי שירות ארוכים
● בטל ביעילות את רטט הציר, אפקט איזון טוב, גימור טוב ושיפור גימור פני השטח של חלקי עבודה
(יתרונות של סיבוב במקום שחיקה, מראה סיבוב קשה, חספוס פני השטח Ra 0.2μm)
· מנוע הציר מצויד במערכת קירור לדיכוי השפעת התזוזה התרמית ולהבטיח שהציר ימשיך לעבוד בטמפרטורה קבועה.
(הדיוק של קצה האף הוא בטווח של 0.002 מ"מ, מה שמבטיח דיוק יציב יותר)
· ציר סינכרוני עם הנעה ישירה המותקן מאחור, התקנה ותחזוקה נוחים יותר
· A2-5: 7016AC-קדמי שני שניים אחוריים
· A2-6: NN3020+100BAR10S קדמי, NN3018 מאחור
A2-8: NN3024+BT022B*2 קדמי, NN3022 מאחור
כָּבֵד-DutyCאסטIרוןBaseAnd Cמתנגדים
כל היציקות עוברות אופטימיזציה באמצעות ניתוח אלמנטים סופיים (FEA) להפחתת עיוות ויכולת בלימת זעזועים. היציקות של סדרת המחרטות העיקריות מחוזקות בצלעות כדי לשפר את הקשיחות והיציבות התרמית. יציקה קומפקטית וסימטרית של עמודי ראש וגב גב משפרות עוד יותר את הקשיחות ומבטיחות דיוק מיקום גבוה וחזרה.
מפרט טכני
| פָּרִיט | שֵׁם | יְחִידָה | 208MS | 208MSY |
| לִנְסוֹעַ | מקסימום קוטר סיבוב המיטה | mm | Φ680 | Φ700 |
| מקסימום קוטר עיבוד | mm | Φ370 | Φ300 | |
| מקסימום קוטר סיבוב על מחזיק כלי | mm | Φ300 | Φ300 | |
| מקסימום אורך עיבוד | mm | 420 | 400 | |
| מרחק בין שני מרכזים | mm | - | - | |
| Sפינדל צִילִינדֶר צ'אק | אף ציר | ASA | A2-6 | A2-6 |
| צילינדר/צ'אק הידראולי | אִינְטשׁ | 8'' | 8'' | |
| קוטר ציר דרך החור | mm | Φ79/66 | Φ79/66 | |
| מקסימום קוטר מוט דרך חור | mm | Φ65/52 | Φ65/52 | |
| ציר מקסימום. מְהִירוּת | סל"ד | 4300 | 4300 | |
| כוח מנוע ציר | kw | 22/18 | 22/18 | |
| מומנט מנוע ציר | Nm | 91-227 | 91-227 | |
| תַת-Sפינדל צִילִינדֶר צ'אק | תַת-אף ציר | ASA | A2-5 | A2-5 |
| תַת-צילינדר/צ'אק הידראולי | אִינְטשׁ | 6” | 6” | |
| תַת-קוטר ציר דרך החור | mm | Φ56 | Φ56 | |
| תַת-מקסימום קוטר מוט דרך חור | mm | Φ46 | Φ46 | |
| תַת-ציר מקסימום. מְהִירוּת | סל"ד | 5500 | 5500 | |
| תַת-כוח מנוע ציר | kw | 17.5 | 17.5 | |
| X/ZN/SAxisFעידPערכות | X כוח מנוע | kw | 2.5 | 2.5 |
| כוח מנוע Y | kw | - | 1.2 | |
| כוח מנוע Z | kw | 2.5 | 2.5 | |
| Sכוח מנוע | Kw | 1.2 | 1.2 | |
| Xנסיעת ציר | mm | 236 | 204 | |
| Yנסיעת ציר | mm | - | 100±50 | |
| Zנסיעת ציר | mm | 510 | 492 | |
| מפרטי מסילה בציר X/Z | מפרט | רולר 35 | רולר 35 | |
| מפרטי מסילת ציר Y | מפרט | 25 רולר | 25 רולר | |
| נסיעה בציר S | mm | 600 | 600 | |
| Xתנועה מהירה של הציר | מ"מ/דקה | 20 | 20 | |
| Zתנועה מהירה של הציר | מ"מ/דקה | 20 | 20 | |
| Yתנועה מהירה של הציר | מ"מ/דקה | - | 8 | |
| Sתנועה מהירה של הציר | מ"מ/דקה | 24 | 24 | |
| כוח סרוו צָרִיחַPערכות | סוג צריח כוח | / | BMT55 | BMT55 |
| תחנת כלי עבודה | / | 12T | 12T | |
| כוח מנוע M | kw | 5.5 | 5.5 | |
| מומנט מנוע ציר M | Nm | 35 | 35 | |
| ראש כוח מקסימום. מְהִירוּת | סל"ד | 6000 | 6000 | |
| מפרטי מחזיק כלי בקוטר חיצוני | mm | 25*25 | 25*25 | |
| מפרטי מחזיק כלי בקוטר פנימי | mm | Φ40 | Φ40 | |
| זמן החלפת כלי סמוך | שניות | 0.15 | 0.15 | |
| דיוק מיקום | / | ±2 אינץ' | ±2 אינץ' | |
| חזור על דיוק המיקום | / | ±1 אינץ' | ±1 אינץ' | |
| זנבPערכות | גב גב הידראולי לתכנות | / | - | - |
| זנב מקס. לִנְסוֹעַ | mm | - |
| |
| קוטר השרוול | mm | - |
| |
| נסיעות בשרוול | mm | - |
| |
| מתחדדת השרוול | / | - |
| |
| מידות | מידות כוללות | m | 2800*2100*1800 | 2700*2400*2000 |
| משקל המכונה כ. | kg | 5900 | 5300 | |
| אַחֵר | חיתוך נפח מיכל נוזלים | L | 150 | 150 |
| כוח משאבת מים לקירור | kw | 0.75 | 0.75 | |
| נפח תיבת יחידה הידראולית | L | 40 | 40 | |
| כוח מנוע משאבת שמן הידראולית | kw | 1.5 | 1.5 | |
| נפח מיכל שמן סיכה | L | 2 | 2 | |
| כוח מנוע משאבת סיכה אוטומטית | kw | 50 | 50 |
מבוא לתצורה
קל יותרTo Use And MבֶּצֶרPרב עוצמה
●עיצוב משודרג לחלוטין
● מצויד ב-i HMI
● מצויד בטכנולוגיית CNC וסרוו העדכנית ביותר של FANUC
● סטנדרטי עם פונקציות מותאמות אישית
●קיבולת זיכרון מורחבת
קַלוּתOf Use
מניעת השבתה פתאומית של המכונה באמצעות תחזוקה מונעת
● פונקציות חיזוי תקלות עשירות
אתר בקלות את מיקום התקלה וקצר את זמן ההתאוששות
●פונקציות אבחון/תחזוקה
ביצועי עיבוד גבוהים
מְקוּצָרCycleTime
●טכנולוגיית עיבוד ביעילות גבוהה
השג עיבוד באיכות גבוהה
טכנולוגיית עיבוד עדין של פני השטח
●פונקציית אבחון/תחזוקה
גָבוֹהַOפרציהRאכל
תמכו תמיד בפעולות שונות באתר העיבוד
●FANUC
מותאם אישיתSקריןIs EasierTo Use
● פונקציה מותאמת אישית סטנדרטית
יוזמות בתחום ה-IoT
●תמיכה במגוון רחב של רשתות באתר

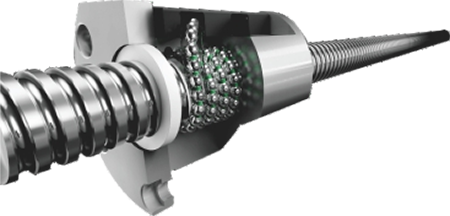
THKBכֹּלSצוות
· דרגת C3, תוך שימוש בבורג כדורי דיוק גבוה, עם טעינת אגוז מראש וטיפול מתיחה מוקדמת של בורג כדי לחסל מראש את התארכות הגב והתארכות עליית הטמפרטורה, מראה מיקום מעולה ודיוק חוזר.
· הנעה ישירה של מנוע סרוו להפחתת שגיאת החזרה.
THKRאולרLאוזןGuide
· דרגת P קשיחות גבוהה במיוחד בדרגת דיוק SRG, מדריך ליניארי אפס מרווח, חיתוך קשת, חיתוך שפוע, מרקם פני השטח אחיד יחסית. מתאים לפעולה במהירות גבוהה, ומפחית מאוד את כוח הסוס הנדרש עבור מכונות.
· גלגול במקום החלקה, אובדן חיכוך קטן, תגובה רגישה, דיוק מיקום גבוה. זה יכול לשאת את העומס בכיוון התנועה בו זמנית, ומשטח המגע של המסלול עדיין במגע רב-נקודתי במהלך העומס, וקשיחות החיתוך לא תפחת.
· קל להרכבה, יכולת החלפה חזקה ומבנה שימון פשוט; כמות הבלאי קטנה מאוד וחיי השירות ארוכים.

SKFBחֲרִישָׁה/OilingMכאב
· סיכה אוטומטית עונה על הצרכים של יישומים שונים, מתאים לתנאי עבודה שונים, מוצרים אמינים, שימוש גמיש.
· לענות על הצרכים של שימון מיסבים בטמפרטורה גבוהה, רטט חזק וסביבה מסוכנת.
כל נקודת סיכה משתמשת במפיץ פרופורציונלי נפחי כדי לשלוט בכמות הסיכה, וניתן לשלוט במכונה על ידי PLC כדי לספק שמן במדויק.







