






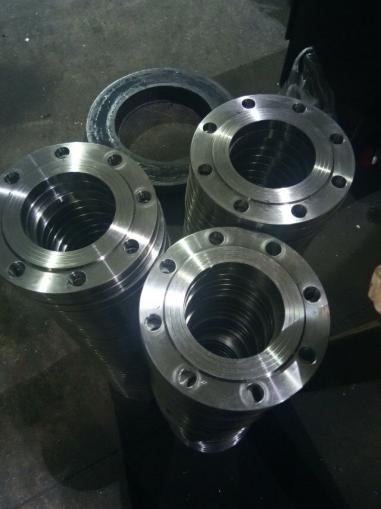
ההבדל בין מחרטה אנכית למחרטה רגילה הוא שהציר שלה אנכי. מכיוון ששולחן העבודה נמצא במצב אופקי, הוא מתאים לעיבוד חלקים כבדים בעלי קטרים גדולים ואורכים קצרים.
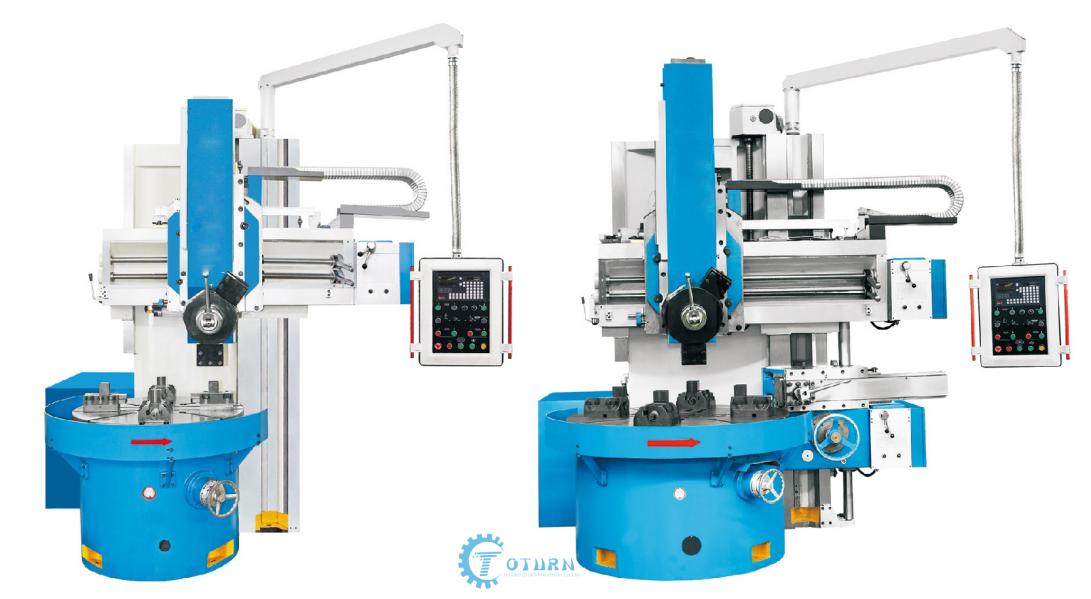
מחרטות אנכיותניתן לחלק בדרך כלל לסוג עמודה אחת וסוג עמודה כפולה. מכונות מפנה אנכיות קטנות עשויות בדרך כלל מסוג עמוד אחד, ומחרטות אנכיות גדולות עשויות מסוג כפול עמודות. המאפיין העיקרי של מבנה המחרטה האנכי הוא שהציר שלו נמצא במצב אנכי. המאפיין העיקרי של המחרטה האנכית הוא: שולחן העבודה נמצא במישור האופקי, וההתקנה וההתאמה של חומר העבודה נוחים יותר. שולחן העבודה נתמך על ידי מסילות הדרכה, עם קשיחות טובה וחיתוך חלק. ישנם מספר מחזיקי כלים, וניתן לשנות את הכלי במהירות.
הVTL מְכוֹנָה יכול לעבד צילינדרים פנימיים וחיצוניים, משטחים חרוטיים, מטוסי קצה, חריצים, שיניים וכו', וזה נוח יותר לפעולות הידוק ותיקון של חלקי העבודה.
המחרטה האנכית הדו-עמודית היא חלק של ציוד מכני בקנה מידה גדול המשמש לעיבוד חלקי עבודה גדולים וכבדים בעלי ממדים רדיאליים גדולים אך ממדים צירים קטנים יחסית וצורות מורכבות. כגון משטח גלילי, משטח קצה, משטח חרוטי, חור גלילי, חור חרוטי של דיסקים שונים, גלגלים וקבוצות של חלקי עבודה. זה יכול לשמש עבור הברגה, חריטה כדורית, פרופילים, כרסום, וטחינה בעזרת מכשירים נוספים. בהשוואה למחרטה האופקית, חומר העבודה מהודק בחלק הפנימי של המהדק של המחרטה האופקית. ציר הציר של המחרטה אנכית CNCנמצא בפריסה אנכית, ושולחן העבודה נמצא במישור אופקי, כך שנוח יותר להדק וליישר את חומר העבודה. פריסה זו מפחיתה את העומס של הציר והמיסב, כך שהמחרטה האנכית CNC יכולה לשמור על דיוק העבודה לאורך זמן

מכונת מפנה אנכיתתכונת מבנה החלקים העיקריים:
משענת כלים אנכית מוזנת על ידי כונן המנוע במהירות כפולה. משענת כלים אנכית דרך תיבת ההזנה, עמוד כלי הנעה עם אגוז לתנועה אופקית, דרך המוט המלוטש, גלגל שיניים משופע, אום בורג כדי לקבל את התנועה האנכית של הכבש מדי, מנוע נע מהיר לכלי מותקן בתיבת ההזנה על המהיר יישום.
תיבת האכלה מאמצת את המצמד האלקטרומגנטי, לכן, לא משנה תנועה מהירה או תנועת הזנה, כמו גם בחירת כיוון לפי כפתור בבקרת כפתור האתר. משענת הכלים נעה במהירות או הזנה בכיוון החיובי או ההפוך על ידי המנוע והיפוך.
משענת כלים אנכית העשויה ממגלשת הקורה, המגלשה הסיבובית ואיל משלושה חלקים. ראם מנוחת כלי אנכי לאמץ T RAM. כלים אנכיים מנוחה עם המחומש של סט כלי, עם המהלך של הכלי על המניפולציה יכול להירגע, סיבוב, מהדק. משענת כלי תנועה אופקית ותנועה אנכית של הכבש יכול להיות בקרה מרכזית, גם יכול להיות מופעל על ידי גלגל ידני. איזון משקל דחף משענת כלי אנכי על ידי איזון גליל האיזון ההידראולי על מנת לעלות ולרדת הכוח קרוב.
על שאר הכלים האנכיים של ערכת המחומש, המצוידת בחור בעומק 90 מ"מ ובשני מוט חותך חורי ברגים להדק, המשמש להתקנת כלי הקידוח והקידוח, ארבעת החורים הנותרים הם חור מרוכז של מחזיק כלי עבודה רגיל.
המכונת CNC vtlחלק גדול לאמץ חלקי ברזל יצוק חוזק גבוה ומתח נמוך, טיפול בכשל קר וחם, ממשיך בשיטת האלמנטים הסופיים כדי לחשב את שני המבנה, למכונה יש קשיחות גבוהה, מאפיינים יציבים דיוק טובים.
קרן על ידי גליל שמן הידראולי דרך קרן הידית מהודקת בחוזקה על העמודים, לחצני המעלית, לחץ על הלחצן על הקורות דרך כיוון כניסת השסתום האלקטרומגנטי, הרפה את הקורה והרמה באמצעות מנוע AC כדי לגרום לה לזוז.
מחרטת מפנה אנכית CNC תעשיית יישומים
משמש בעיקר במנועים חשמליים, טורבינות הידראוליות, תעופה, מכונות כרייה,
מכונות טקסטיל, מתכות ותעשיות מכונות כלליות.



מכונות כרייה


תעשיית כוח הרוח


מכונות טקסטיל
מחרטות אנכיות משמשות לעיבוד משולב של מיסבי טורבינות רוח של בסיסי מנוע גדולים וחלקי דיסקים גדולים כגון גלגלים, בתי מנוע, שסתומים, אוגנים, משאבות וכו'.


מֵסַב



שַׁסתוֹם


אוֹגֶן
אנו ממליצים על שתי מחרטות אנכיות הבאות לעיבוד חלקים גדולים.
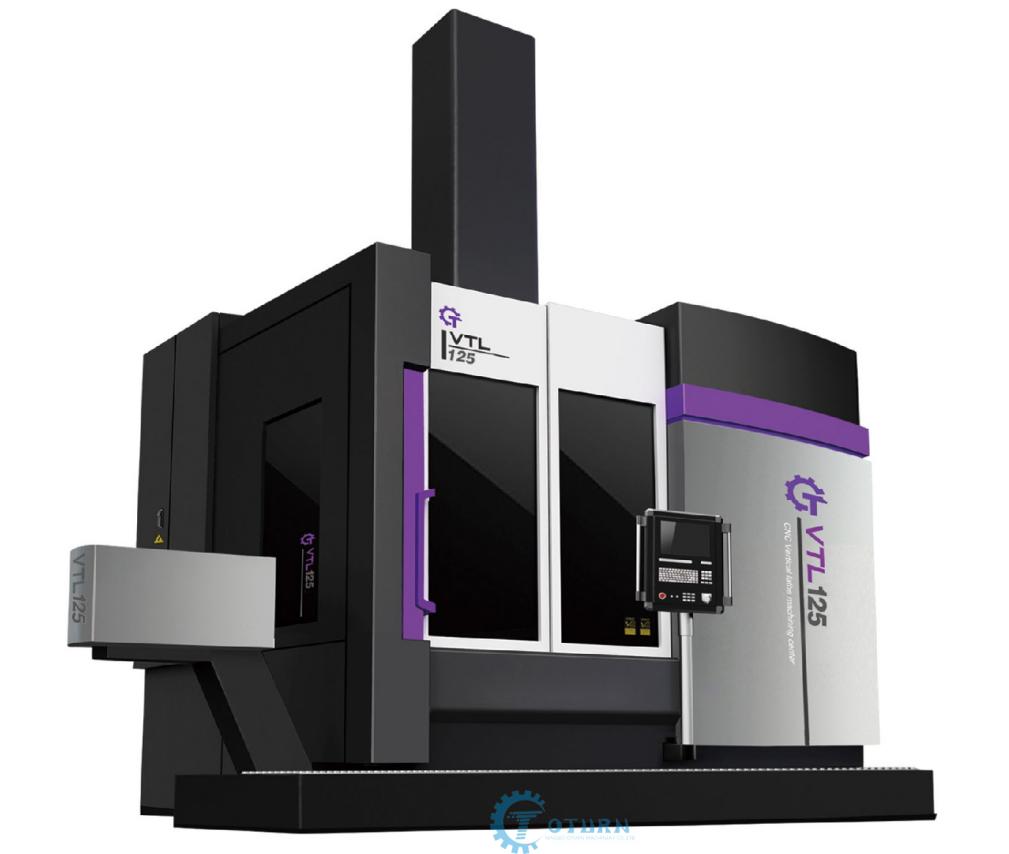
VTL-CMאֲנָכִיצָרִיחַמַחֲרָטָה
מחרטת חריטה אנכית VTL CNC היא מוצר העיצוב החדש שלנו לדרישת השוק לפתרון טכנולוגיית העיבוד המרכזית. זה קרן זזהעמודה אחתמחרטת סיבוב אנכית CNC עם עיצוב מבנה חדש, מחקר טכנולוגי, איתור באגים במכונה וכו '.
החלקים העיקריים משתמשים במותג המפורסם בסין והזר כמו בקרת CNC, חלקים חשמליים עיקריים, מיסבים עיקריים, בורג כדורי, חלקים הידראוליים עיקריים וכו '.
החדרת טכנולוגיה בוגרת, בחירה אמינה של אביזרי יבוא, ושיטות העיבוד המתקדמות שלנו, בדיקות, כדי להבטיח שלמכונה יש דיוק עיבוד גבוה, קשיחות גבוהה, אמינות גבוהה, ובעלת תכונה של פריסה רציונלית.
תכונות
מחרטה CNC אנכית זו היא כלי מכונה מורכב המשלב סיבוב וטחינה על גבי מכונה אחת. הCNCVTLמַחֲרָטָההוא מחרטה אנכית בעלת קורה קבועה בעלת עמודה אחת CNC כפולה לכלי. כלי המכונה מורכב משולחן עבודה מסתובב, מנגנון שינוי מהירות, עמוד משולב, קורה, מחזיק כלי שמאל וימין, מערכת בקרה ומערכת בקרה הידראולית עצמאית. עמוד הכלי השמאלי הוא עמוד כלי ראש השחזה, ועמוד הכלי הימני הוא עמוד כלי מפנה CNC. חפצי העיבוד של כלי המכונה המרוכבת לטחינת מחרטה זו הם חלקי דיסק, כולל חלקים פשוטים כגון סיבוב והשחזה של החרוט החיצוני והחרוט הפנימי. מחזיק כלי הסיבוב ומחזיק גלגל השחזה מסודרים משני צידי הכלי. מחזיק הכלים וגלגל השחזה נמצאים בתהליך עיבוד. המסגרת נעה אופקית ואנכית לאורך מסילות ההדרכה המתאימות. הציר מניע את חומר העבודה להסתובב להשלמת הסיבוב והשחזה.

ההמחרטה האנכית הגדולה ביותרשהמפעל שלנו יכול לייצר הוא שולחן עבודה בקוטר של 8000 מ"מ. עם התפתחות המדע והטכנולוגיה, המושפעת במיוחד מהמגיפה, המדינה מפתחת במרץ את תעשיית כוח הרוח על מנת לעורר את הביקוש המקומי. מחרטות אנכיות CNC בקנה מידה גדול משמשות בכוח רוח, עיבוד מכונות הנדסיות ומכוניות. לספינות, תעופה ותחומים אחרים יש מגוון רחב של יישומים. המחרטה האנכית CNC החליפה בעצם את המחרטה האנכית הרגילה, פתרה בעיות עיבוד רבות ושיפרה את דיוק העיבוד ויעילות הייצור. בנוסף לשדרוג הציוד עצמו, מוצעות דרישות רבות חדשות וגבוהות יותר לטכנולוגיית העיבוד ולתכנון הכלים.
לתעשיית הייצור יש שתי דרישות עיקריות עבורמכונות אנכיות CNC. האחד הוא דיוק עיבוד גבוה, והשני הוא יעילות ייצור גבוהה בתהליך הייצור. לכן, יש צורך לשפר את דרישות התצורה של מחרטה אנכית CNC. גם ציר ה-X וגם ציר ה-Z הם לולאות סגורות לחלוטין, וההעברה המכנית חייבת להיות בורג כדורי בעל דיוק גבוה, על מנת להבטיח את מצב העבודה היציב של הכלי ודיוק גבוה של כלי המכונה ודיוק מיקום חוזר.
למרות הפעלת המחרטת CNC VTLהיא פשוטה יותר מהמחרטה הרגילה, יש לה דרישות גבוהות יותר למתכנת. בנוסף לשליטה ויישום סבירים של מיומנויות תכנות, יש צורך גם להיות מסוגל לשלוט במאפייני המחרטה האנכית CNC, שחשובה לשיפור יעילות העיבוד.
המתכנת יכול להגדיר בצורה גמישה את נקודת ההתייחסות לעצירת הכלי, להפחית את מהלך הסרק של הכלי, ולתכנן באופן סביר את נקודת הנסיגה של הכלי, מה שיכול לשפר את יעילות הפעולה של הכליעיבוד שבבי CNC VTL. בתור מתכנת, אתה גם צריך לחשב ולנתח את שרטוט הקילוגרמים מראש, לקבוע את אורך ההידוק של הכלי, את גובה ההתאמה של קורת כלי המכונה, ולהקטין את גובה הקורה ככל האפשר בתנאי מפגש. החלפת הכלים, אחרת האיל יסתובב במשך זמן רב. למחזיק הכלים יש קשיחות גרועה ודיוק עיבוד דיוק. לתכנות סביר, יש צורך לקבוע את גודל העיבוד של תכנות הכלים באמצעות אמות מידה של כיול כלי X ו-Z, ולהשלים כמה שיותר תהליכים באמצעות כיול כלי אחד, כדי למנוע מהמפעיל להתאים מחדש את הכלי במהלך כל תהליך . מדידה חוזרת והגדרת כלים חוזרת תגרום לשגיאות בכלי ולשגיאות מימדיות מצטברות, שישפיעו בסופו של דבר על דיוק המוצר.
המחקר שלעיבוד מפנה אנכי CNCשגיאה היא חלק חשוב וכיוון פיתוח בייצור מכונות מודרניות, והיא הפכה לטכנולוגיית מפתח לשיפור התחרותיות. שגיאות הן רב-גוניות, והניתוח והמחקר של שגיאות תרמיות תורמים לשיפור דיוק הסיבוב. ודרישות טכניות.
ציר הציר של המכונות VTLהוא בפריסה ישרה, ושולחן העבודה נמצא במישור אופקי, כך שההידוק והיישור של חומר העבודה נוחים יותר. פריסה זו של עומס הציר והמיסב מאפשרת אתמחרטת צריח אנכית CNCכדי לשמור על דיוק הפעולה לאורך זמן. הציר של שולחן העבודה מאמץ מיסוי רדיאלי מתכוונן ברמת דיוק גבוהה כפול שורות גליליות קצרות לריכוז. הכיוון הצירי מאמץ מסילה מנחה לחץ סטטי בזרימה קבועה. לשולחן העבודה יש מאפיינים של דיוק סיבוב גבוה, יכולת נשיאת עומס גדולה ועיוות תרמי קטן. המנחה האופקי של עמוד הכלי האנכי הוא מוביל לפריקת לחץ סטטי, ומוביל התנועה האנכי של הכבש הוא מוביל הזזה.
זמן פרסום: 18 בספטמבר 2021